Innovative Manufacturer of Honeycomb and MI Heating Products
Innovative Manufacturer of Honeycomb and MI Heating Products
Product Details:
Payment & Shipping Terms:
|
| Property: | High Strength And Environmental | Bonding Method: | Glue Bonded |
|---|---|---|---|
| Cell Size: | 1.8-6 Mm | Foil Thickness: | 0.01-0.08 Mm |
| Foil Treated: | PAA | Application: | Aerospace |
| Optimized Supply: | Expanded | Supply Method: | Expanded, Slice, Block |
| Highlight: | PAA Aluminum Honeycomb Core,Aerospace Aluminum Honeycomb Core,Foil Treated Aluminum Honeycomb Core |
||
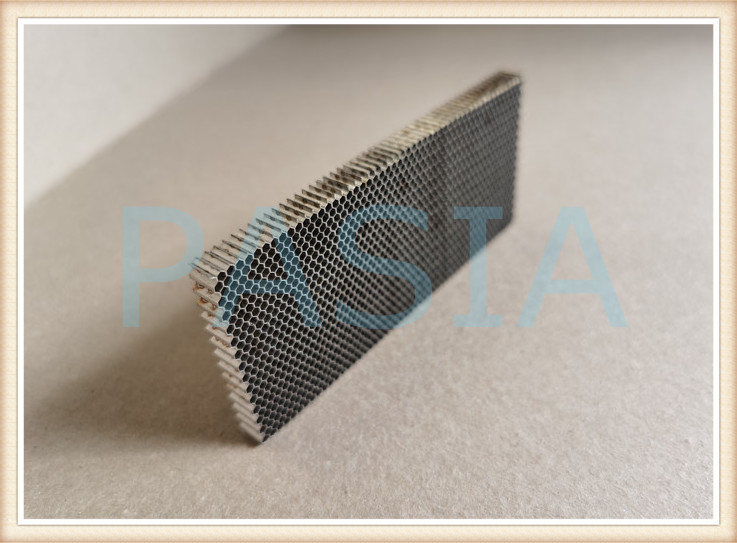
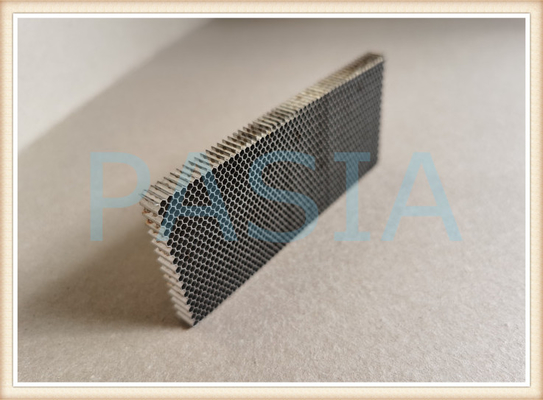
Phosphoric Acid Anodized (PAA) 5056 Aluminum Honeycomb Core
Phosphoric Acid Anodized (PAA) 5056 Aluminum Honeycomb Core is the best performing core material against any other aluminum core with phosphoric acid anodized and coated with a proprietary primer. Bond durability between core and face sheets is critical to long part life based on the application experience for decades, therefore, PAAed 5056 core has no peer competitor. The durability at harsh environment for the core can be achieved at a comparative significant lower cost over the composite panel life than with other core materials. The core has a good performance on advanced corrosion resistance with a very small weight loss when experiencing 31 days in an acidified salt spray chamber, which simulates the harshest environmental conditions. Upon this test, the core maintains all of its physical properties.
Further to this, it shows comparative advantages against non-metallic core materials with significantly higher strength-to-weight ratios and hot/wet strength, so it offers better performance with lower weight. At last, it is a cost-saving solution against other solutions as its lower costs than non-metallic cores.
Applications
• Aircraft control surfaces
• Longer service aircraft flooring
• Aircraft landing gear doors
• Extended service aircraft engine nacelles
• Marine and naval panels
• Advanced energy absorbers
• High performance composite structures
• Replacement for non-metallic core materials
Features
• Unsurpassed corrosion resistance and bond durability
• Excellent strength-to-weight ratio
• Elevated temperature performance to 350° F/177° C
• Fire and fungus resistant
• Eliminates need for priming or pour-coat
• Easily machined and formed
• Resistant to hostile environments
• Exceeds AMS-C-7438 and many other aerospace specifications
Because of the train travells at a really high speed so the core should maintain a high strength. The spot welding or laser welding should be applied to the bonding technology if specially required.
![]()
![]()
Process
General process of an aluminum honeycomb core initiated with an aluminum foil roll and surely the foil is specially treated.
The adhesive tapes are printed to the foil surface with the intervals and width pre-determined by the cell size and strength requirement.
The foil paper is cut into required size to be piled up on the stacking table with equipment and man supervision on the adhesive tape positioning.
These stacked loose blocks should be pressed in a heated press to cure the adhesive so that the sheets of foil are bonded together to hardened block.
The aluminum honeycomb block can be cut into slices with the height of the slices tailored to customized requirements.
Finally, no matter it is done in supplier’s plant or at client’s workshop, the honeycomb should be expanded before forming aluminum honeycomb panel.
The following materials are for forming honeycomb cores:
1. Aluminum foil
Regularly, 3003H19/5052H18 aluminum alloy foils after strict surface treatment are used for producing aluminum honeycomb core.
2. Special Purpose Chemical Adhesive
Modified epoxy glue for high temperature cure process can provide not only sufficient bonding strength, but also environmental resistance and high or low temperature resistant properties. The joint strength of aluminum honeycomb core is the keypoint of evaluating the core’s performance. The minimum requirement should be more than 2.0N/mm.
![]()
Supply modes of Aluminum Honeycomb Core:
- Unexpanded block
- Unexpanded slice
- Expanded sheet
- Pieces cut to size