Innovative Manufacturer of Honeycomb and MI Heating Products
Innovative Manufacturer of Honeycomb and MI Heating Products
Product Details:
Payment & Shipping Terms:
|
| Process: | Vacuum Brazed | Material: | Haynes 214 |
|---|---|---|---|
| Industry: | Turbine | Usage: | Seal |
| Method: | Brazing | Grade: | 214 |
| Advantage: | Very Low Cross Coupling | Application: | Aircraft Engine Part |
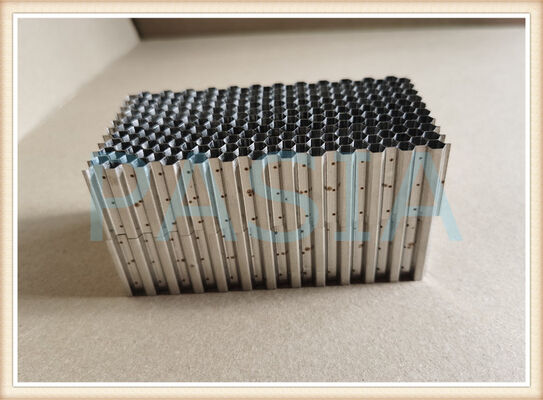
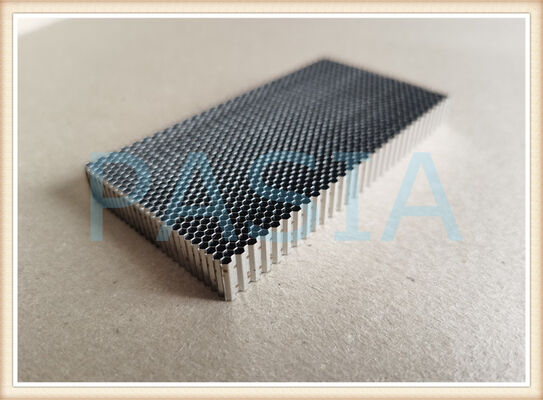
0.1 mm Plate Thickness 0.8 mm Cell Side Length Vacuum Brazed Honeycomb Steam Turbine Tip Sealing
The Vacuum Brazed Honeycomb Steam Turbine Tip Sealing is a precision-engineered abradable seal component designed specifically for steam turbine blade tip clearance control. Featuring an ultra-fine 0.8 mm hexagonal cell structure formed from 0.1 mm thick superalloy plate, this seal is manufactured through advanced vacuum brazing technology to deliver exceptional leakage reduction, rotor stability, and operational longevity in high-temperature, high-pressure steam environments.
With its micro-cell geometry and robust metallic construction, this sealing system provides a superior alternative to traditional labyrinth seals, offering tighter clearance control and dynamic adaptability during turbine operation.
Material Specifications
| Parameter | Specification |
| Plate / Foil Thickness | 0.1 mm |
| Cell Side Length | 0.8 mm (hexagonal configuration |
| Base Material | High-temperature nickel-based superalloy (Inconel 625 / 718 / GH3536 equivalent) |
| Brazing Process | Vacuum brazing (high-temperature diffusion bonding) |
| Service Temperature | Up to 850°C – 1000°C (depending on alloy selection) |
The 0.1 mm thin-gauge strip allows for precise cell formation while maintaining structural integrity, while the ultra-small 0.8 mm cell geometry maximizes the sealing surface area and improves damping characteristics.
Process Technology – Vacuum Brazing
This sealing component is manufactured using vacuum brazing technology, a high-precision joining process performed in a controlled vacuum furnace environment. The key advantages include:
Process Feature Benefit
Oxygen-Free Environment Prevents oxidation and contamination during the brazing cycle, ensuring pristine metallurgical bonding
Uniform Heat Distribution Guarantees consistent brazing quality across the entire honeycomb structure
Precision Temperature Control Achieves optimal filler metal flow and wetting without overheating the base material
High Joint Strength Creates robust, leak-tight bonds between the honeycomb core and the backing ring/support structure
Minimal Thermal Distortion Maintains dimensional accuracy of the 0.8 mm micro-cells during the brazing cycle
The vacuum brazed construction ensures the honeycomb tip sealing maintains its structural integrity under extreme thermal cycling and mechanical vibration.
Design Features & Advantages
1. Micro-Cell Geometry (0.8 mm Cell Side)
The exceptionally small cell size (0.8 mm) creates a dense, fine-structured sealing matrix that:
· Significantly reduces steam leakage across the blade tip gap
· Increases surface area for improved damping of aerodynamic vibrations
· Provides finer abradability for optimal running clearance
2. Ultra-Thin Wall Construction (0.1 mm Plate)
The 0.1 mm plate thickness enables:
· Lightweight construction with minimal centrifugal loading on the turbine rotor
· Rapid thermal response matching the blade material
· Enhanced abradability – the thin walls wear predictably during initial rub, creating an optimal sealing profile
3. Damping & Vibration Suppression
The honeycomb cell structure inherently provides:
· Excellent mechanical damping, reducing blade vibration amplitudes
· Suppression of steam flow-excited vibrations (a common cause of high-cycle fatigue)
· Improved rotor stability across the entire operating envelope
4. Abradable Sealing Interface
During turbine startup and transient operation, the blade tip lightly contacts (rubs) the honeycomb sealing surface. The 0.8 mm cell design ensures:
· Controlled, predictable wear of the seal material
· Minimal blade tip damage
· Self-generated optimum clearance path
· Reduced leakage without requiring manual clearance setting
Performance Benefits
Performance Metric Improvement / Result
Leakage Reduction Up to 30–50% less tip leakage compared to conventional labyrinth seals
Turbine Efficiency Gain 1–3% improvement in stage efficiency (heat rate reduction)
Rotor Stability Suppression of subsynchronous vibrations and steam whirl instability
Clearance Retention Maintains tight clearances (as low as 0.3–0.5 mm radial) over long operating periods
Thermal Cycling Resistance Maintains structural integrity through thousands of start/stop cycles
Service Life Extended component life due to optimized wear resistance and corrosion protection
Engineered for Precision – Technical Specifications
Our honeycomb seal product line supports the following flexible specifications:
| Parameter | Specification Range |
| Material Options | Stainless Steel, Haynes 214, Hastelloy X, High-Temperature Alloy, Carbon Steel |
| Honeycomb Cell Size | 0.8 mm – 5.6 mm (0.8 mm, 1.6 mm, 2.0 mm, 3.2 mm, 4.2 mm, 5.6 mm, etc.) |
| Cell Wall Thickness | 0.08mm, 0.1mm, 0.13 mm, 0.15 mm, 0.2 mm (customizable) |
| Product Forms | Rings, Segments, Strips, Rectangular Sheets etc |
| Manufacturing Processes | Automatic Laser Welding, Vacuum Brazing etc |
Advantages
| 1 | Very low cross coupling |
| 2 | Higher direct damping that labyrinth seals |
| 3 | More forgiving than labyrinth seals in the event of a rotor-stator rub |
| 4 | Variety of materials available to serve a wide range of applications |
| 5 | Capable of sustaining higher temperatures than conventional labyrinth seals |